How Is Powdered Milk Made
How is Powdered Milk Made?
Regular Powdered Milk
Instant Powdered Milk
Turning Your Non-Fat Powdered Milk Into Whole Reconstituted Milk
Cheese Blend
Cheddar Cheese
Powdered Eggs
Butter Powder
Margarine Powder
Buttermilk Powder
Cocoa Drink Powder
Sour Cream Powder
An Interview With Mark Silvas, the National Sales and Marketing Manager for the Humboldt Creamery where we get our powdered milk.
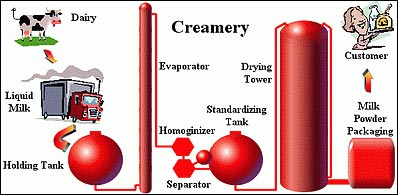
The process of making powdered milk is an interesting operation. Milk comes from dairy farms scattered across the countryside. Each morning, large tank trucks stop at each dairy farm and collect the milk that has accumulated over the past day. Then it is transported to the creamery.
Once it gets here to the creamery, it's run through a filter and put into a holding tank. As it waits it's turn to go through the first stage of processing, it's run through a battery of tests to ensure it meets quality standards.
Milk first passes into the evaporator where about a third of it's water is removed. The evaporator consists of 3 colandrais, together being about 4 feet in diameter and 6 stories tall. The evaporator has a partial vacuum put on it, lowering the boiling point to about 135 degrees F. This is important for two reasons. First, it makes it possible for the water in the milk to be evaporated at a low enough temperature that it won't damage the milk. And second, it reduces the cost a substantial amount. Fresh, raw milk contains about 12% solids if you include the butterfat. During the evaporation process, water in the milk is removed until the solids increase to 50%.
During the evaporation process the milk is pasteurized. The pasteurization process reduces the bacteria content without heating the milk to the point that it is damaged. If you tried to heat the milk at home in a pan hot enough to accomplish this, you'd scorch the milk. In a creamery, the milk is run through small tubes where it's heated up to the desired temperature of 175 degrees F for just 20 seconds then it is immediately force-cooled to prevent the milk from getting damaged.
Separating the Milk: From evaporator the milk runs through the separator which removes the cream or butterfat. The butterfat is placed in a separate storage tank to be used later. The skim milk now moves to the tanks where standardizing takes place.
Standardizing the Milk: After the milk has been separated, it is then standardized which means the different components of the milk are mixed automatically until we have a consistent product. Every batch must be exactly the same. For example, in our whole milk operation, the milk must contain 8.8% solids and 3.4% butterfat which comes to 12.2% total solids. Depending on the seasons of the year and other environmental conditions, these levels fluctuate in raw milk directly from the dairies. If the solids are below 8.8%, we condense until the desired milk solid percentage is reached. Then we add 3.4% butterfat. When the customer purchases a gallon of whole milk, it's constituents will be exactly like every other jug of whole milk we produce. If we are making 2% or 1% milk, then only this amount of butterfat is added to the milk before packaging. During the standardization process, even some of the vitamins in the milk are checked to ensure they meet our standards. This way the customer is assured of a wholesome, healthy product that never changes.
The remaining evaporated, condensed milk is turned into powdered milk. Depending on our customer's needs, we standardize this milk with butterfat levels ranging from less than 1% all the way up to 30% fat. Most of the milk powder we make, however is either non-fat milk or whole milk powder which contains 0% to 28.5% butterfat after it's been reconstituted. It is impossible to see the difference between these two powders with the naked eye. But there is a huge difference in the taste. After the condensed milk has been standardized, it's next stop is the drying tower.
Turning The Condensed Milk Into Milk Powder: Two types of drying are the spray nozzle and the newer atomization system. There are still many spray dryers in operation today. These dryer towers or dryers are 22 foot diameter cans that rise 12 stories into the air. In the top of the column are four spray nozzles that spray a fine mist of condensed milk into 400 degree F. swirling air. As the milk droplets fall, the swirling air quickly removes the water out of the droplets of milk until all that's left is a small particle of milk powder not much larger than a speck of dust. As it falls, the air cools to about 250 degrees F until it settles into the funnel shaped hopper in the bottom of the tower where it's removed. The operators can carefully control the moisture level of the finished product by controlling the swirling air in the tower.
Here at Humboldt we use the newer two stage compact dryer. Instead of using nozzles spraying the milk like you find in the spray tower, atomizing wheel turning at an extremely high speed atomizes the milk. This finely atomizes the milk into much finer droplets than you can get from a spray nozzle. Although our compact dryer has about the same diameter as a spray drying tower at about 20 feet, it's only 3 stories high, 1/4 as high as a spray tower. This dryer is called a NIRO 'Compact' Drying system because even though it's 3 stories high, it's still compact compared to a spray drying tower. Because the droplets in a atomizing wheel are so much smaller, they dry much more quickly in a compact dryer. In a compact dryer the dry milk falls on a 'fluidizing bed.' To the lay person this term can be misleading as there's no water, or any other liquid involved. It's called a fluidizing bed because it's constantly shaking or vibrating and the milk powder laying on it is in a constant 'fluid' motion or stirring. At this point any additives the customer wants are added to the agitating milk powder. Common additives are vitamins, minerals, lecithin or lactose as well as other compounds. The continual stirring action of the fluid bed finely mixes these additives into the milk powder. At this stage, we have regular, dehydrated milk powder.
Turning Regular Powdered Milk Into Instant Powered Milk: It's also in the drying tower where regular milk is turned into instant milk. This can be done 'on the fly.' First, not more than 0.2% lecithin is sprayed on the finer, dry milk particles that have been sifted out of the rest of the milk. The lecithin makes the powdered milk dissolve better. It's then moved back to the top of the drying tower and fed into the top of the tower near the spot where the atomizer is breaking up the condensed milk into microscopic droplets. As the dry and wet particles are mixed together, the wet particles stick to the dry particles and at the same time form air pockets. This larger particle dries as it falls down through the swirling air. This process gives you a much lighter product that is much more easily penetrated by water. Nutritionally, there's very little difference between instant and regular powdered milk. It's virtually the same product except the instant milk powder is less dense and mixes more easily in water. Although Lecithin is a very healthy food, there hasn't been enough added to the instant milk to show any differences in the nutritional data tables between the two. Concerning flavor, you shouldn't be able to tell the difference between them, either.
The last step in the process is to package it and send it to the customer. We send powdered milk in plastic lined 50 lb bags. Then they repackage it for long term storage.
Of the 30 million pounds of powdered milk we make each year, between 1/2 and 2/3rds of it is sold overseas. Many third world countries have neither a strong dairy base or transportation or processing capabilities to meet their population's needs for liquid milk. In addition to this, many of the homes in these countries have no refrigerators like you and I have. Powdered milk is the perfect alternative for them. Much of our whole, powdered milk with the added fat that doesn't go to the confectionery business here in the United States, goes to these third world countries. Because of the fat content in whole powdered milk, it's shelf life is limited. It's life span is only 6 to 9 months in 75 degree F temperatures. After this the fats start going rancid. This is why USA Emergency Supply, which sells products for long term storage doesn't pack whole powdered milk. While on the other hand, our non-fat powdered milk will store for two years under the same conditions, packed in plastic lined, paper bags stored in temperatures between 70 and 90 degrees F. A company like USA Emergency Supply that puts non-fat powdered milk in air-tight containers then uses oxygen absorbers to remove the oxygen extends the storage life two or three times. And it will keep even longer if it's stored in a cool place at 60 degrees F or less.
The Humboldt Creamery has stringent quality and control both internally and externally. We have our own rigid inspection and control programs. Externally, we are also frequently inspected by the USDA, the state of California, FDA and also the Interstate Milk Shippers (IMS) as we are an international sales company with our milk being consumed all over the world. You can rest assured that the products you get from us meet the very highest standards of quality and cleanliness. We are proud of our national and international reputation in the market place. Bringing you the best products obtainable brings us here at Humboldt Creamery a strong feeling of satisfaction and accomplishment.